Tenho um Herms de 50-60l finais. Vou tentar explicar os problemas que tive e soluções do meu ponto de vista. Nada aqui é 100% certo.
Inicialmente meu Herms tinha apenas uma bomba, serpentina dentro do HLT. Todos os tanques no mesmo nível e fazia batch sparge. Ao tentar alcançar uma eficiência maior que 75% tive que começar a fazer lavagem em 2 batchs, ou seja, fazer o primeiro>>>recircular>>jogar para BK >>>fazer o segundo >> recircular >>> jogar para o Bk. Funcionava, mas sempre quis implementar um Fly continuo. Vale lembrar que para mim o Fly ou o batch demoram a mesma coisa , visto que o fly eu faço bem lento agora(40-60 min)
Agora eu faço igual ao rodrigo. Tenho duas bombas sendo uma chugger que faz o recalque de mosto e uma de maquina de lavar para lavagem. Não uso essa bomba para homogeneizar o HLT, para mim a convecção natural atende, testado e medida a temperatura do tanque em vários pontos. A temperatura não é igual, mas a parte de cima é maior, o que era o intuito visto que o sensor está ali na saída da serpentina.
A vantagem é terminar de fazer a lavagem e a serpentina do herms estar limpa, no meu caso com 35-40 litros de água a 80C, só tirar o tanque e secar.
Quanto as potências da resistências. Meu controle também e por arduino, e tudo depende de como você faz a configuração do seu PID. No meu caso foi usado PWM. Fiz alguns cálculos e modelos iniciais para ter uma ideia de trocas térmicas e conhecer a planta de controle e o sistema de aquecimento. O que eu vi foi que para o meu sistema eu precisaria de 350W para manter a temperatura em 65 graus constantes, ou seja, as perdas de calor para o meio era aproximadamente isso. Tendo isso em mente + a ideia de que eu ia controlar a resistência através de pulsos e que teria que esquentar a agua do HLT+MLT (75 litros) eu escolhi a maior resistência possível que não fosse interferir no controle.
Se fosse uma de 8kW, o controle estabilizaria em 350w (<5%), ou seja, seria um pulso de período muito curto, portanto estabeleci o máximo de 4kW onde o sistema ficaria em 10-20% porque com ctz tinham coisas que não foram incluídas no cálculo térmico.
Com a resistência do Bk foi seguida a referência do tópico fixo.
Vamos a discussão, essas foram a minhas condições de contorno. Para 4kW e 75 litros de água foram calculados os tempos que levaria para o aquecimento. Supondo uma água de 25 graus sendo aquecida até 65 graus ficaria algo em torno de:
Q=75000[g]*1[cal/gC]*(65-25)[C]*4,184[conversão calorias para joule]=12552[kJ].
Com 4kW de potência, sem considerar perdas teríamos na melhor das hipóteses:
Tempo=12552000 [J]/4000[J/s]= 3138 s = 52.3 min --> 0.76 graus/min.
Admitimos em torno de uma hora um tempo razoável enquanto moíamos 12-15kg de malte e organizamos as coisas. (na época)
Partimos para o tamanho da serpentina do HLT. Como o HLT sempre ficará em uma temperatura maior que o MLT, queríamos minimizar ao máximo a diferença entre eles para diminuir problemas que teríamos com lavagem e mash-out(temperatura elevada lavagem). Imagina se na hora do mash-out a temperatura do HLT fosse 10 graus acima do mash-out em 76-78C? Não ficaria um processo fluido pois eu teria que ou esperar abaixar pra menos de 80C para lavagem, ou uma solução seria acrescentar água no HLT para baixar. Tentando minimizar e garantir a maior troca possível e rápida o critério de seleção da serpentina foi, a maior possível por restrição dimensional.
Esquematizamos o HLT com as distâncias de cada elemento, estabelecemos quantidade de água de lavagem mínima para cobrir a serpentina no espaço determinado e calculamos seu comprimento máximo em 15metros 1/2`. Não achamos uma de 15 metros sem solda então foi feita de 12 metros com 1 ponto de solda.
Agora vamos ao resultados que obtivemos. Depois do sistema montado queríamos retirar de forma experimental a planta de controle para melhor definir os ganhos dos controladores mas não vou entrar no mérito. Vou direto para os resultados que tive para discussão.
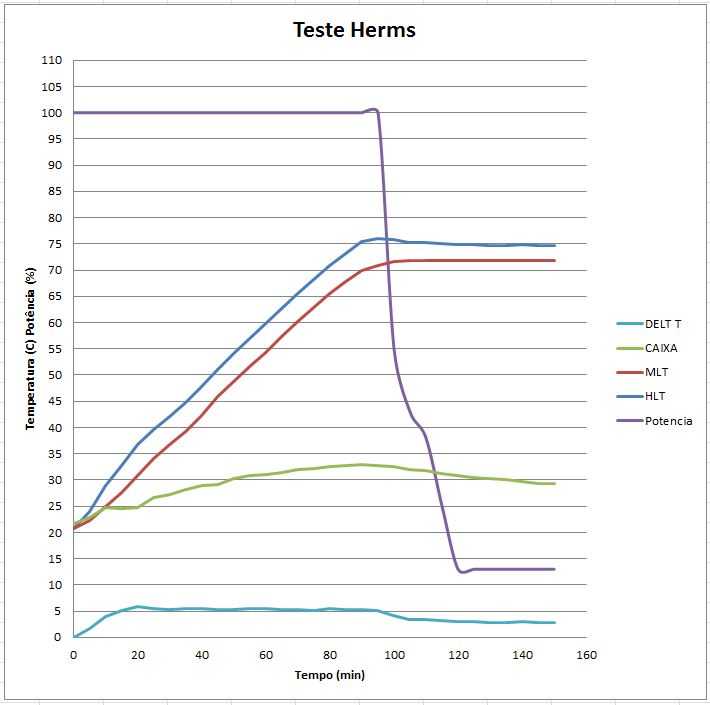
Depois de regular os ganhos e diversos testes obtivemos em uma simulação com set point 72 graus o seguinte gráfico. Em que: DELT T é diferença entre MLT e HLT; CAIXA - é um sensor dentro da caixa de controle para ver se o calor dissipado pelo SSR não iria danificar algo; POTENCIA é a porcentagem do controle.
-Pelo gráfico podemos estabelecer alguns dados importantes. Diferença média entre o HLT e MLT 5.2 graus durante o aquecimento e 2,5 graus durante o controle de temperatura.
-Aquecimento do MLT 0,56 graus/min
-Potência de controle estabilizado -13%
Minhas conclusões.
-Hoje faço mash-out em 76C e a agua de sparge fica perto dos 78-79.
-0,56 graus por minutos para receitas com muitas rampas demanda um tempo a mais de brassagem onde eu me adaptei da seguinte maneira. Por exemplo: Em vez de parada a 50 graus por 15 min eu faço parada em 50 por 6min-8min. Mas isso é adaptação, é por isso que as vezes a mesma receita feita em dois sistemas distintos apresentam diferenças.
-A adição da 4 panela com volume menor é uma opção para tentar se aproximar de 1grau/min e diminuir o tempo de brassagem e em alguns casos resolver o problema da água de lavagem(qual eu não tenho)
-Hoje para não usar a 4 panela eu colocaria duas resistências no HLT, uma para controle e outra para ajudar no aquecimento para tentar chegar em algo perto de 0,9-1 grau/min. Porêm tudo automático no arduino.
Deixo uma foto do sistema, é cheio das válvulas mas não tenho que tirar nenhuma mangueira durante a brassagem. As que vou tirando vou lavando e guardando.
Me desculpem pelo textão. Espero que ajude.
Abraço.